راهنمای طراحی ورقکاری
برای اطمینان از اینکه طراحی شما قابل تولید و ساخت باشد، توصیه میکنیم دستورالعملهای ورقکاری را دنبال کنید.


مهندسان با رعایت اصول طراحی برای ساخت میتوانند طرحهای ورقکاری را که هم کاربردی و هم قابل تولید باشند، آماده کنند. طراحانی که به این دستورالعملها عمل کنند، محصولات ورقکاری خود را با حداقل هزینه اضافی و ضایعات ممکن به دست خواهند آورد. همچنین تولید محصولات ارزانتر بوده و امکان اشتباهات و تجدید فرایند تولید کاهش مییابد. این رهنمودها مجموعهای از توصیههای عملکرد درست در برخورد با طراحی ورقکاری است. قصد ما ارائه یک مشورت کاربردی و مفید به طراحان و توسعه دهندگان است.
کلیات
■ حداکثر ضخامت ورق برای آهن و آلومینیوم قابل خم کاری، 10 میلی متر است.
■ حداکثر ضخامت ورق استیل قابل خم کاری، 8 میلی متر است.
■ حداکثر طول قابل خم کاری، 4000 میلی متر است.
■ تمامی اندازهها در زاویه خم 90 درجه محاسبه میشوند. برای خمش تیزتر کمتر از 90، ابعاد شیار پهن تر لحاظ کنید.
تلرانسها
تلرانسها، همیشه نسبت به ابعاد اسمی متقارن هستند.
■ دقت زاویه ای: 0/5± درجه (30± دقیقه).
■ دقت ابعادی طول لبه (در هر خم): 0/3± میلیمتر.
ضخامت ثابت دیوارهها
از آنجا که قطعات فلزی ورق کاری از یک ورق فلز واحد ساخته میشود، قطعه باید در کل مقاطع خود دارای یک ضخامت یکنواخت و ثابت باشد. ما قادر به ساخت قطعات فلزی ورقکاری با ضخامت حداقل 0/5 تا 10 میلیمتر هستیم.
شعاع داخلی خم
شعاع داخلی خم نسبت به ابزار خمکاری و در ارتباط با خواص مواد تعیین میشود.
شعاع داخلی خم پیشنهادی ما 0/5 میلیمتر بیشتر از ضخامت ورق (ri=th+0/5) است که البته پس از این تغییرات لازم شعاع خم برای رسیدن به شعاع دقیق توسط نرم افزار تخصصی ورقکاری یکپارچه با دستگاه پرسبریک بر روی مدل سه بعدی شما اعمال خواهد شد.
■ به عنوان مرجع، شعاع داخلی برای زاویه 90 درجه تعیین میشود.
حداقل لبه خم
حداقل لبه خم، حداقل اندازه مورد نیاز برای تکیه گاه گاه مورد نیاز بر روی ماتریس جهت انجام پذیری خم است. اندازه مورد نیاز فلنجهای لبه به اندازه ابزار خم شدن بستگی دارد که در ضخامت ورق متفاوت است.
حداقل طول لبه خم مورد نظر ما را در جدول زیر مشاهده کنید.
■ حداقل طول لبه خم (b) نسبت به ضخامت ورق تعیین میشود.
حداقل ارتفاع X در آفست (خم Z)
یک آفست برای ایجاد مقطع Z شکل بر یک ورق فلزی استفاده میشود. ارتفاع افست مورد نیاز طراحی به مشخصات ابزار خم بستگی دارد که بسته به ضخامت ورق متفاوت است. به منظور جلوگیری از برخورد قطعه با ابزار در طول یک خم Z، رعایت حداقل اندازه X طبق جدول زیر لازم است.
■ توجه: اگر زاویه خم کمتر از 90 درجه باشد، این اندازه باید نسبت به ابعاد ماتریس بیشتر لحاظ شود.
حداقل زاویه خم
با توجه به خاصیت برگشت پذیری مواد در فرایند خم، همیشه باید خمکاری کمی بیشتر از زاویه مدنظر انجام شود. حداقل زاویه ابزار 30 درجه است که با توجه به برگشت پذیری خم، نهایتا اجازه ایجاد خمهای تا 40 درجه را میدهد.
حداقل فاصله سوراخ تا خط خم
قطر سوراخها و شیارها و همچنین فاصله لبه سوراخ تا لبه ورق باید حداقل برابر ضخامت ورق باشد. برای جلوگیری از اعوجاج و تغییر شکل برشها، فاصله لازم لبه سوراخها تا لبه داخلی خم باید لحاظ شود. حداقل فاصله Ymin را میتوان با فرمول زیر تعیین کرد.
حداقل فاصله برای سوراخ گرد
Ymin. = Rj + 2S
حداقل فاصله برای شیار لوبیایی
L < 25: Ymin. = Rj + 3S
L ≥ 25: Ymin. = Rj + 4S
اگر سوراخ همچنان باید نزدیک به خط خم باشد، میتوان با ایجاد یک تکه خط برش کمکیبر روی محل خط خم مانع از تغییر فرم سوراخ شد.
شرایط خط برش:
■ طول= حداقل طول سوراخ (A)
■ عرض= 0/8 ضخامت ورق (B)
شکاف و زبانهها
عرض شکافها باید حداقل برابر ضخامت ورق (بیش از 1 میلیمتر) باشد، و طول آنها بیش از 5 برابر عرض آن نباشد. عرض زبانهها نیز باید حداقل 2 برابر ضخامت ورق (بیش از 3 میلیمتر) باشد، و طول آنها نیز بیش از 5 برابر عرضشان نباشد.
برخورد قطعه با ابزار/ماشین
توانایی خمکاری مشخصا به ابزار مورد استفاده بستگی دارد. ما برای خمهای ناودانی از ابزار Euro-10.047 استفاده میکنیم که قطعا برای طراحی محدودیت ابعادی در نسبت عرض به ارتفاع در شکل U خواهد داشت. به کمک شکل روبرو به راحتی میتوانید نسبت ابعادی عرض/ارتفاع ممکن جهت خم را در طراحی لحاظ کنید.
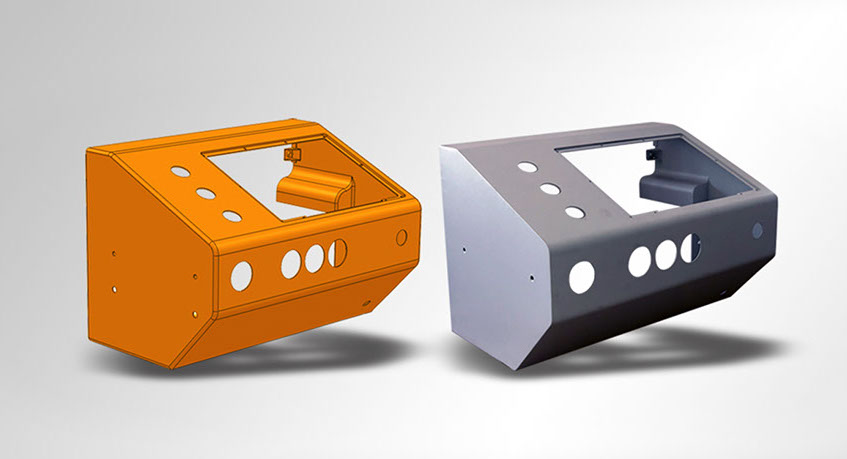
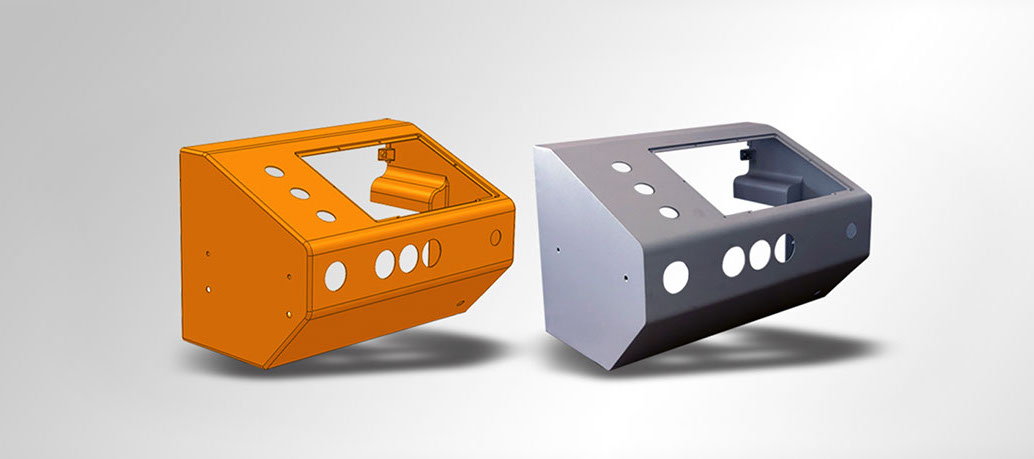
محدودیت ارتفاع جعبه سازی
برای جلوگیری از برخورد قطعه کار با دستگاه، ارتفاع طراحی برای جعبه، حداکثر 120 میلی متر است.
حداقل پهنای خم
باریک ترین ابزارموجود استاندارد خم 20 میلی متر است. برای خم شدن قطعاتی مانند شکل زیر، رعایت فضای کافی در طراحی میتواند کمک کند که چنین خمکاری امکان پذیر باشد.
برای خم کردن لبههای سه کنج مثل شکل زیر، یک برش مانند خطوط قرمز رنگ نشان داده شده در شکل زیر باید انجام شود.
این برش حداقل باید به همان اندازه لبه خم یا کمی بیشتر باشد.
حداقل فاصله لبههای مجاور خم
با توجه به تلرانس خمکاری، دو لبه مجاور در یک گوشه خم را نمی توان به طور کامل در کنار هم خم کرد؛ به عبارت دیگر فاصله آزاد بین دو لبه خم مجاور نباید صفـر در نظر گرفته شود. توصیه میکنیم که بین دو دیوار مجاور، حداقل آزادی 0.5 میلی متر لحاظ گردد.
همیشه حداقل فاصله 0.5 میلیمتر بین طرفی که باید خم شود و طرفی که مسطح باقی میماند را در نظر بگیرید.
لبه برگردان (Hem)
سجافها لبههای برگردان گرد خمکاری شده در لبه انتهایی ورق است. این کار میتواند هم به طور باز و هم بسته به نیاز ایجاد شود. تلرانس سجاف به شعاع آن، ضخامت ورق و ویژگیهای قطعه نزدیک به سجاف بستگی دارد. توصیه میشود حداقل قطر داخلی برابر با ضخامت ورق و طول لبه برگردان آن 4 برابر ضخامت ورق باشد.
کلیات
تلرانسها
ضخامت ثابت دیوارهها
شعاع داخلی خم
حداقل لبه خم
حداقل ارتفاع X در آفست (خم Z)
حداقل زاویه خم
حداقل فاصله سوراخ تا خط خم
شکاف و زبانهها
برخورد قطعه با ابزار/ماشین
محدودیت ارتفاع جعبهسازی
حداقل پهنای خم
حداقل فاصله لبههای مجاور خم
لبه برگردان (Hem)
×
خدمات ما
ما در اسپایک، زنجیره کاملی از خدمات فنی و مهندسی ورقکاری را به شما ارائه میدهیم. از طراحی، مدلسازی و برش لیزر تا خمکاری دقیق، جوشکاری، رنگآمیزی و مونتاژ نهایی؛ فرقی نمیکند به دنبال ساخت یک نمونه اولیه هستید یا تولید انبوه قطعات صنعتی، تیم مهندسی ما با دقت، سرعت و انعطافپذیری بالا در کنار شماست تا نقشههایتان به دقیقترین شکل ممکن به واقعیت تبدیل شوند.
گالری
در این بخش میتوانید بخشی از پروژههای اجرا شده و قطعات تولید شده در اسپایک را مشاهده کنید. هر قطعه در این گالری، بازتابی از تعهد ما به مهندسی دقیق و خروجی باکیفیت است؛ از نمونهسازیهای ظریف صنعتی تا ساخت مجموعههای بزرگ دکوراتیو و ساختمانی.
درباره با ما
صنایع فلزی اسپایک، طراح و مجری مجموعههای پیشرفته شیتمتال (ورقکاری) است. ما فرآیند پیچیده تولید قطعات را برای شما ساده، سریع و باکیفیت میکنیم. فرقی نمیکند پروژه شما یک قطعه حساس صنعتی باشد یا یک اثر هنری فلزی؛ دقت، امضای کار ماست.
ارتباط با ما
آدرس: اصفهان، خیابان امام خمینی، شهرک صنعتی امیرکبیر، بلوک 24، پلاک 1
پست الکترونیک: info@LaserSpike.com
اینستاگرام: LaserSpike@
تلگرام: SelSpike@
خط ویژه (پاسخگویی متمرکز):
۰۳۱-۹۱۰۰۴۰۲۰
واحد فروش و پشتیبانی
۰۳۱-۳۱۳۱۵۹۴۳ / ۰۳۱-۳۱۳۱۵۹۴۴۰۳۱-۹۵۰۱۷۳۰۰ / ۰۳۱-۹۵۰۱۷۵۰۰
استعلام و ارسال فایل در پیامرسانها:
۰۹05-752-0383
مدیریت:
۰۹۱۲-۶۷۱-۶۴۹۹ / ۰۹۱۳-۷۹۶-۲۰۴۶ / ۰۹۱۳-۳۲۳-۹۰۵۹
EF
ثبت سفارش
ثبت آسان و غیرحضوری سفارش از سراسر کشور؛ نقشههای فنی خود را از طریق پیامرسانهای تلگرام یا ایتا برای ما ارسال کنید.
شماره: 09057520383
راهنمای طراحی ورقکاری
رعایت اصول طراحی برای ساخت (DFM)، به طراحان و مهندسان کمک میکند تا نقشههایی کاربردی، دقیق و کاملاً قابل تولید آماده کنند. پایبندی به این دستورالعملهای فنی، هزینههای اضافی تولید را به حداقل رسانده و از اتلاف متریال و افزایش ضایعات جلوگیری میکند.
برای اطمینان از ساختپذیری ایدهها و نقشههای خود، پیشنهاد میکنیم دستورالعملهای تخصصی ما را دنبال کنید.
طرحهای آماده برش لیزر
مجموعه کاملی از طرحهای گرافیکی متنوع جهت اجرای برشهای دکوراتیو و اختصاصی در آرشیو اسپایک آماده شده است.
برای دریافت استعلام قیمت، کافی است کد طرح مورد نظر خود را از ژورنال زیر انتخاب کرده و آن را به همراه ابعاد مد نظرتان برای ما ارسال کنید.